



















3D打印加热管如何选型?贺得为你解析材料与功率匹配
在3D打印技术向高精度、多场景延伸的当下,3D打印加热管作为设备核心供热部件,直接决定耗材熔融效果、层间粘结质量与设备长效运行稳定性。
无论是桌面级小型打印机,还是工业级高端定制设备,选错加热管不仅会导致打印件翘边、堵塞喷头等问题,还可能缩短设备使用寿命、增加运维成本。那么3D打印加热管如何选型?
为何3D打印对加热管有严苛要求?
与传统工业加热场景不同,3D打印喷头内的加热管工作环境独特且挑战巨大:
极快的温升速率要求
为实现高效打印,喷头需要从室温在数十秒内快速升至可能超过300℃(如打印PEEK、PEI等材料)的工作温度,这对加热管的功率密度和热响应速度提出高要求。
精密的动态恒温控制
在挤出材料的过程中,熔体的流动会带走热量,加热管必须能在微控制器(MCU)指令下快速补偿热量波动,维持温度稳定在±1℃甚至更窄的区间内,这对加热管的控温线性度与耐用性是考验。
极其紧凑的安装空间
现代3D打印头追求轻量化与小体积,留给加热管的安装空间通常仅为直径6mm或8mm、长度20-40mm的圆柱腔体,要求加热管必须具备小型化、高功率密度的特性。
频繁的冷热循环
打印任务间的启停,使加热管长期处于热疲劳状态,劣质产品易因热膨胀系数不匹配而开裂、失效。
因此,3D打印加热管的选型绝非简单匹配电压和尺寸,而是一个涉及热学、材料学与电学的系统工程。

▲HF1310 系列 陶瓷点火棒
材料选择:适应不同温度与工况的关键
加热管的材料直接决定了其耐温性、耐腐蚀性、导热效率和使用寿命。
贺得实业根据多年应用经验,推荐用户从以下维度评估材料选择:
加热丝材料
铁铬铝合金丝:适用于中低温范围(常见于100-800℃),抗氧化性好,成本较低,广泛应用于PLA、ABS等塑料打印的加热管。
镍铬合金丝:适合更高温度(可达1200℃),耐高温氧化和腐蚀性强,电阻稳定性更佳,常用于高性能工程塑料或金属打印设备。
护套管材料
不锈钢系列:304不锈钢耐一般腐蚀,316不锈钢增强了对氯离子等的耐蚀性,适用于大多数非强腐蚀环境。
因科镍合金:在高温下具有优异的抗氧化和抗渗碳能力,适合长期高温运行的金属3D打印场景。
钛合金管:重量轻、强度高,耐腐蚀性极好,常用于对洁净度要求较高的医疗或特种设备。

▲HF1110系列 不锈钢点火器
绝缘填充材料
氧化镁粉为常用绝缘材料,其纯度、粒度及填充密度影响绝缘性能和导热效率。贺得采用高纯致密化填充工艺,确保热量均匀传导,减少局部过热。

▲氮化硅粉料
封口材料
硅橡胶、环氧树脂或陶瓷封口需根据工作温度和环境湿度选择,防止湿气侵入导致绝缘失效。
选型建议
用户应明确自身打印材料的最高工作温度及环境是否存在腐蚀性气体或液体。例如,打印ABS材料(喷嘴温度约220-250℃)可选择铁铬铝加热丝配304不锈钢护套管;若用于高温尼龙或聚碳酸酯(温度可能超过300℃),则建议升级为镍铬合金搭配316不锈钢。
功率匹配:解锁高效打印的关键环节
功率是3D打印加热管选型的核心指标,功率不足会导致耗材熔融不充分、打印效率低下,功率过高则会造成能源浪费、局部过热,甚至损坏设备部件。
贺得结合多年定制化经验强调,功率匹配需结合打印尺寸、耗材类型、打印速度三大核心因素,无需追求过高功率,贴合实际需求即可,避免冗余能耗与设备损耗。
桌面级小型3D打印机,打印尺寸较小、耗材用量少,适配低功率加热管,通常可选择几十瓦至一百瓦以内的规格,既能满足PLA等常规耗材熔融需求,又能控制能耗。
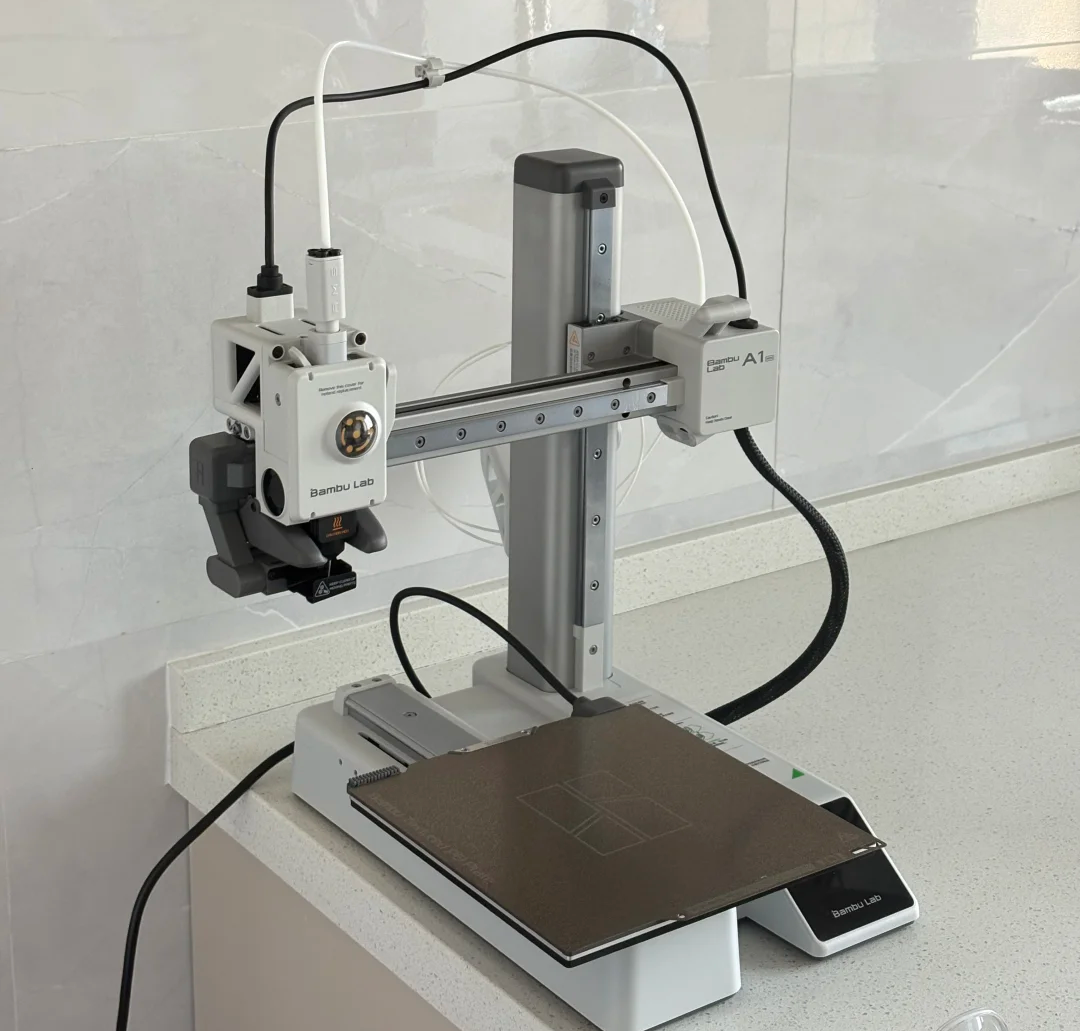
▲小型3D打印机
工业级3D打印机,尤其是大尺寸打印设备或高温耗材打印场景,需选用中高功率加热管,功率可根据设备规格定制至一百瓦以上,部分大型设备可适配更高功率规格。这类设备打印速度快、耗材需求量大,需足够功率支撑快速升温与稳定控温,避免因温度波动影响打印质量。

▲工业级3D打印机
低温耗材(如PLA)熔点较低,无需过高功率即可完成熔融;高温耗材(如PEEK)熔点高,需搭配高功率加热管与高效导热结构,确保热量快速传递、均匀覆盖。
贺得3D打印加热管,选型无忧的靠谱之选
作为深耕工业陶瓷与加热元件领域三十余年的企业,贺得凭借扎实的技术积淀与丰富的定制经验,在加热元件领域形成了完善的产品矩阵与技术体系,旗下贺得3D打印加热管涵盖不锈钢、陶瓷、聚酰亚胺等多种材质,可满足从桌面级到工业级、从常规耗材到高温耗材的全场景选型需求。
依托全球市场开拓能力,贺得已为全球数十个国家的数百余家客户提供定制化加热器解决方案,积累了丰富的行业经验。
▲点火棒使用场景
为3D打印设备,尤其是面向高性能材料应用的设备,选择合适的加热管是一项关键的技术决策。它要求综合考虑材料在高温下的耐久性、功率与热负荷及空间的精确匹配,以及产品在长期冷热循环下的可靠性。